Common Tube Bending Mistakes (and How to Avoid Costly Rework)
At Detroit Tube Products, we’ve been mastering the art of tube bending since 1911. With over a century of experience in custom tube fabrication right here in Detroit, Michigan, we’ve seen it all—from 3/4″ to 6″ OD tubing in materials like mild steel, stainless steel, and specialty alloys.
The good news? Most tube bending issues are entirely preventable with the right expertise, tools, and early collaboration. Here are the most common mistakes we encounter, why they happen, and how to avoid them—saving you time, material, and money.
Choosing a Radius that is Too Tight
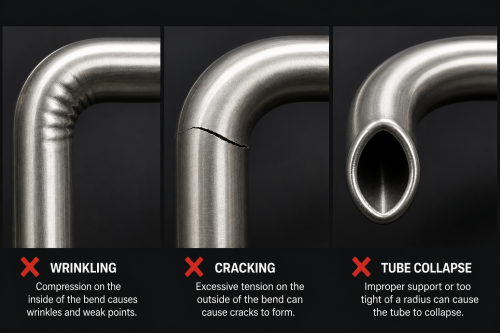
The Problem: Tight bends without proper setup can lead to wrinkling, cracking, or even tube collapse.
Why It Happens: Thin-wall tubing or low-ductility materials struggle under compression and stretching forces.
How to Avoid It:
Collaborate early to determine the minimum feasible radius for your material and wall thickness.
Consider mandrel bending for severe radii—our team handles this even for diameters up to 6″.
Relax the radius slightly if the design allows—it can improve results and reduce costs.
Ignoring Ovality and Flattening
The Problem: Tubes lose their round shape, causing fit-up issues, reduced flow, or structural weakness.
Why It Happens: Insufficient internal support or external pressure control during bending.
How to Avoid It:
Specify realistic ovality tolerances based on your application.
Work with experienced shops that offer custom tooling and mandrel setups.
Request a prototype bend for critical applications to verify results before production.
Underestimating Wall Thinning
The Problem: Excessive thinning on the outer radius compromises strength and pressure ratings.
Why It Happens: Tight radii or thin walls amplify stretching during bending.
How to Avoid It:
Start with a thicker wall or choose materials with better elongation properties.
Partner with experts who can manage close-tolerance bending.
Share detailed material specs and performance requirements upfront.
Poor Communication on Design Intent
The Problem: Incorrect bend angles, misplaced features, or assembly issues lead to delays and rework.
Why It Happens: Incomplete drawings, missing bend data, or assumptions about shop capabilities.
How to Avoid It:
Provide clear drawings or 3D models with complete bend schedules.
Apply tight tolerances only where functionally critical to save time and cost.
Use a single-point contact for bending, forming, and assembly to reduce errors.
Selecting the Wrong Process and Tooling
The Problem: Using the wrong bending method results in defects like humps, springback, or inconsistencies.
Why It Happens: Assumptions that all tube bending is the same or working with shops with limited capabilities.
How to Avoid It:
Partner with a full-service fabricator offering mandrel bending, custom tooling, and expertise in all materials.
Discuss volume expectations upfront to align with the right process.
The Best Way to Avoid Mistakes: Collaborating Early
The most expensive mistake? Discovering problems after production starts. By involving your bending partner during the design and quoting phase, you can optimize for manufacturability, reduce waste, and improve quality.
At Detroit Tube Products, our in-house tool design, extensive die inventory, and 110+ years of experience mean we can tackle challenges that send others back to the drawing board. From automotive to HVAC, heavy equipment to custom fabrications, we deliver precision and reliability every time.